
Nyelv

A T papírube gépegyszerűnek tűnhet a felületen – tekercs papírt, alkalmazzon ragasztót, vágja méretre. A valódi gyárakban a fájdalompontok gyorsan megjelennek: instabil csőszilárdság, ragasztózavar, gyakori leállások, lassú méretváltások, és következetlen megszorítások, amelyek hulladékot és vásárlói panaszokat okoznak. Ez a cikk leírja a csőgyártási folyamatot, a leggyakoribb gyártási fejfájásokat és azokat a gépi képességeket, amelyek valójában oldja meg őket. Ezenkívül kap egy praktikus vásárlási ellenőrző listát, egy jellemzőtől a fájdalomig terjedő táblázatot és egy karbantartási útmutatót, hogy futhasson. stabil műszakok, kevesebb meglepetéssel.
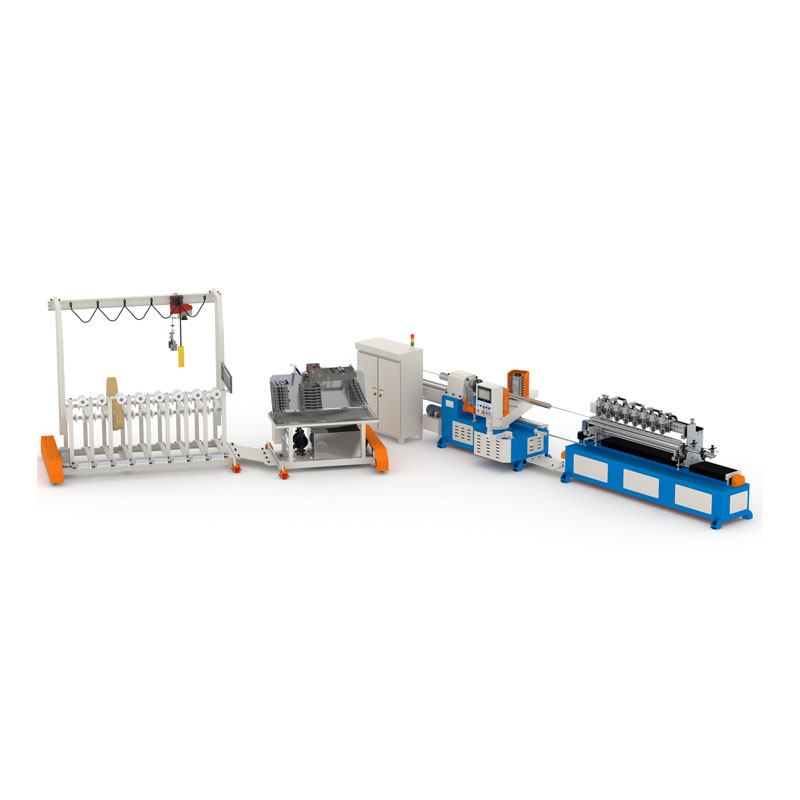
A Papírcső géptöbb réteg papírt egy tüske köré tekercselve csöveket képez (ezt néha tengelynek vagy magnak nevezik), ragasztja őket ragasztóval, majd vágja le a csövet a kívánt hosszúságra. Iparágától függően a kész tubus csomagolócső is lehet, fólia- vagy textilmag, kompozit doboztest vagy védőhüvelyként használt szerkezeti cső.
A pusztán működő „csőkészítő” és a pénzt (udvariasan) nyomtató vonal közötti különbség a következetesség: egyenletes feszítés, egyenletes ragasztófelvitel, egyenletes tekercsnyomás és egyenletes vágás. Amikor ezek a változók sodródnak, gyenge csöveket, oválisságot, delaminációt, por-, ragasztószennyeződést vagy gyenge hossztűrést kap.
1. fájdalompont: Inkonzisztens csőszilárdság
Az ügyfeleket nem érdekli, hogy a papírtételek változnak, vagy hogy a páratartalom egyik napról a másikra megváltozik. Ha a cső összetörik, szétválik, vagy összeomlik a tekercselés/csomagolás során, elveszíti a bizalmat és a mozgásteret. A szilárdsági problémák általában a papír feszességének szabályozására vezethetők vissza, a ragasztó egyenletessége és a tekercsnyomás stabilitása.
2. fájdalompont: Ragasztózavar és instabil kötés
A túl sok ragasztó csúszást, szennyeződést és tisztítási leállást okoz. A túl kevés leválást és gyenge ízületeket okoz. Az ellenőrzött ragasztószállítási útvonal (és a kezelőbarát tisztítási rutin) gyakran a leggyorsabb ROI-frissítés.
3. fájdalompont: Lassú átállások
Ha az átmérők vagy a falvastagság váltása örökké tart, elkerülheti a termékválasztékot és a rendeléseket. A gyors méretváltoztatás a gyorsbeállítási mechanizmusokon, az egyértelmű beállítási hivatkozásokon és a stabil digitális recepteken alapul.
4. fájdalompont: Rossz vágási pontosság és durva élek
A rossz vágások hossz-eltérésként, sorjaként, összetört végekként és vásárlói panaszként jelennek meg. A vágási stabilitás függ a merevségtől, a penge állapotától, a cső előtolási sebességével való szinkronizálástól, és tiszta porkezelési módszer.
Ha új vonalat értékel, ne azzal kezdje a kérdést, hogy „Mi a maximális sebesség?” Kezdje azzal, hogy megkérdezi: „A mi csőspecifikációink szerint milyen sebesség marad stabil egy teljes műszakban minőségi sodródás nélkül?”
A folyamat megértése segít felismerni, hol lopódzik be az instabilitás. A legtöbb papírcsőgyártás ezt a sorrendet követi:
Egy istállóPapírcső gépnem „egy funkció”. Ez egy lánc: ha a feszültség sodródik, a ragasztó egyenetlenné válik; ha a ragasztó egyenetlen, a tekercsnyomás eltérően viselkedik; ha a tekercsnyomás változik, a vágás minősége megváltozik. A jó felszereltség kiszámíthatóvá teszi a láncot.
Íme, azok a képességek, amelyek általában akkor számítanak leginkább, ha a gyártás valódi, nem pedig elméleti:
| Termelési probléma | Gépi képesség, amely segít | Mit kell keresnie az értékelés során |
|---|---|---|
| Cső leválása / gyenge kötés | Stabil ragasztófelvitel és szabályozott ragasztóút | Egyenletes ragasztófólia, könnyen tisztítható részek, egyértelmű beállítási tartományok a papír súlyához és csővastagságához |
| Ovális csövek / gyenge kerekség | Merev alakítórendszer és stabil tekercsnyomás | Konzisztens cső OD/ID leolvasás, minimális vibráció, sima futás a célsebességgel |
| Ráncok és rétegeltérések | Jó papírvezetés és feszítési stabilitás | Tiszta pályaút, megbízható fékezés/vezérlés, megismételhető beállítás a tekercscsere után |
| Egyenetlen élek/hosszúság eltérés | Pontos vágási szinkronizálás | Vágjon mintákat hosszú távon: ellenőrizze a sorját, a zúzott végeket, a hossztűrés konzisztenciáját |
| Túl sok törmelék az indítás során | Gyors beállítási referenciák és kezelőbarát kezelőszervek | Könnyű paraméterbeállítások, egyértelmű jelzések, stabil eredmények újraindítás után |
| Leállások a tisztításból és az elakadásokból | Karbantartási hozzáférés és kiszámítható fogyóeszközök | Egyszerű tisztítási lépések, hozzáférhető ragasztó-/vágási területek, szabványos kopóalkatrészek |
Figyeld meg, mi hiányzik: homályos ígéretek. A legjobb vásárlási beszélgetések a cső specifikációi és a váltási valóság körül forognak. Ha egy szállító el tudja magyarázni, hogyanPapírcső géphosszú távon stabil marad – különösen orsócsere és újraindításkor – ilyenkor közelít a jó döntéshez.
Mielőtt összehasonlítja az árajánlatokat, zárja le követelményeit. A vékonyfalú csomagolócsövekhez tökéletes gép rossz lehet a nehéz ipari magokhoz. Használja az alábbi ellenőrzőlistát, hogy elkerülje a „majdnem helyes” vásárlást.
Határozza meg a cső követelményeit
Kérjen egy bizonyítási gondolkodásmódot
| Mit kell érvényesíteni | Hogyan kell érvényesíteni | Pass / Fail Clue |
|---|---|---|
| Méretstabilitás (OD/ID/kerekség) | Mérje meg a csöveket hosszú távon és újraindítás után | Minimális eltolódás, stabil leolvasások állandó gombforgatás nélkül |
| A kötési szilárdság konzisztenciája | Vágja le a keresztmetszeteket és ellenőrizze a rétegkötés egyenletességét | Nincsenek nyilvánvaló száraz zónák, nincs túlzott ragasztókinyomódás |
| Vágási minőség | Vizsgálja meg a végeket sorja/zúzódás szempontjából; ellenőrizze a hossztűrést | Tisztítsa meg az éleket és az ismételhető hosszúságot a tételeken keresztül |
| Üzemeltetői tapasztalat | A kezelők futtassák le a tekercscsere + újraindítás eljárásait | A folyamat nyugodt marad; a beállítás egyértelmű és megismételhető |
| Karbantartási realizmus | Végezze el a tisztítás + kopóalkatrészcsere lépéseit | Hozzáférhető kialakítás és egyszerű rutinok, amelyeket nem hagynak ki |
A csőgyártás minőségellenőrzésének nem kell bonyolultnak lennie; következetesnek kell lennie. Ha fut aPapírcső gépléptékben a kis drift gyorsan megdrágul.
Profi tipp: ha a selejt „véletlenszerűen” megugrik, az általában nem véletlen – kövesse nyomon, mikor történik (tekercscsere után, leállás után, párás időszakokban), és talál egy mintát, amelyet javíthat.
Az üzemidő stratégia, nem kívánság. A legegyszerűbb módja annak, hogy aPapírcső gépstabil, ha a karbantartást a termelés részeként kell kezelni. Íme egy gyakorlati megközelítés, amelyet sok növény alkalmaz:
| Frekvencia | Mit tegyek | Miért számít |
|---|---|---|
| Műszakonként | Tisztítsa meg a tapadó érintkezési felületeket, távolítsa el a papírport a vágás közelében, ellenőrizze a nyilvánvaló lazaságot | Megakadályozza a felhalmozódást, ami a kötés instabilitását és gyenge vágásokat okoz |
| Napi | Vizsgálja meg a késeket/szerszámokat, ellenőrizze az alapvető beállítási vezetőket, és ellenőrizze, hogy a mozgó alkatrészek nem hallanak-e szokatlan zajt | A fogások korán elhasználódnak, mielőtt selejtté és leállási időre válnának |
| Heti | Kenési rutin, mélyebb tisztítás, erősíti a feszültséget és az adagolási stabilitást | Stabilizálja a folyamatot és megakadályozza a sodródást |
| Havi | Tekintse át a pótalkatrész-készletet, ellenőrizze a kulcsfontosságú kopó alkatrészeket, frissítse a kezelői felfrissítő képzést | Csökkenti a vészleállásokat, és egységesen tartja a műveleteket a csapatok között |
A hibaelhárítás során kezdje a tünetekkel, és dolgozzon visszafelé: ha a vágások durvák, ne hibáztassuk azonnal a pengét – ellenőrizze a cső adagolásának stabilitását és rezgését. Ha rétegvesztést észlel, ne hibáztassa azonnal a papírt – ellenőrizze a ragasztó egyenletességét és a feszültségsodródást. A nyugodt diagnózis minden alkalommal felülmúlja a pánik kiigazítását.
A felszerelés vásárlása egy dolog. Évekig zökkenőmentesen futni az egy másik. A jó beszállítói kapcsolat általában a következőket tartalmazza: praktikus üzembe helyezési támogatás, egyértelmű kezelési útmutató, hozzáférhető kopóalkatrészek és gyors hibaelhárítási szolgáltatás. A cél egyszerű: tartsa előre kiszámítható a vonalat, hogy a szállítási ütemterv megbízható maradjon.
Ha innen szerzel be Wenzhou Feihua Printing Machinery Co., Ltd., kezelje a beszélgetést gyártási tervként: ossza meg a cső specifikációit, az anyagi valóságot és a kimeneti célt – majd kérdezze meg, hogyan marad stabil a gép hosszú távon, újraindul, és gyakran változik a méret. A kapott válaszok minősége többet árul el, mint egy brosúra.
K: Milyen információkat kell elkészítenem, mielőtt árajánlatot kérek egy papírcsőgépre?
V:Készítse elő a csőátmérő-tartományt, a falvastagság-tartományt, a hossztartományt, a papír grammsúlyát/rétegszámát, a ragasztótípus preferenciáját, a műszakonkénti célteljesítményt és az esetleges speciális követelményeket (végfeldolgozó felület, porvédelem, szűk tűrések, gyakori méretváltoztatás). Minél egyértelműbb a bevitel, annál pontosabb az ajánlás.
K: Honnan tudhatom, hogy a csőszilárdságproblémáim a gépből vagy a nyers papírból származnak?
V:Ellenőrizze a mintákat. Ha a delamináció kiugrik a tekercscsere, leállás vagy nedvesség eltolódása után, akkor valószínűleg a folyamat stabilitása is szerepet játszik (feszítés, ragasztó egyenletessége, tekercsnyomás). Ha ez minden körülmény között következetesen megtörténik, akkor a nyersanyag- vagy ragasztóanyag-kompatibilitás lehet a hajtóerő.
K: Mi a reális módja a vágási minőség értékelésének?
V:Ne ítélj néhány minta alapján. Kérjen hosszú futást a specifikációk alapján, majd ellenőrizze a levágott végeket és a hossz konzisztenciáját az idő múlásával – különösen újraindítás után. A következetes tisztaság és tolerancia többet jelent, mint egyetlen „tökéletes” vágás.
K: Mindig jobb a nagyobb sebesség?
V:Csak akkor, ha a minőség egy teljes műszakon át stabil marad. A nagy sebesség a sodródó méretekkel vagy a gyakori tisztítási leállásokkal kevésbé értékesíthető, mint egy kicsit lassabb, egyenletesebb vonal.
K: Mely karbantartási feladatok védik a legközvetlenebbül a minőséget?
V:A ragasztófelület tisztítása, a vágás közelében végzett porkezelés, valamint a vibráció és a lazaság rutinszerű ellenőrzése nagy nyeremény. Ezek megakadályozzák a „kis sodródást”, amely csendesen hulladékot hoz létre.
Készen áll arra, hogy a megfelelő papírcső-gépet a cső specifikációihoz és a napi kimeneti céljához igazítsa?
Mondja el átmérőtartományát, falvastagságát, hossztűrését, papírtípusát és célkapacitását – mi pedig segítünk feltérképezni egy praktikus konfigurációt. amely előnyben részesíti a stabil termelést, a gyors átállást és a tiszta vágást. Ha kevesebb meglepetést és kiszámíthatóbb váltást szeretne, lépjen kapcsolatba velünkhogy megbeszéljük jelentkezését és személyre szabott megoldást kérjünk.











